

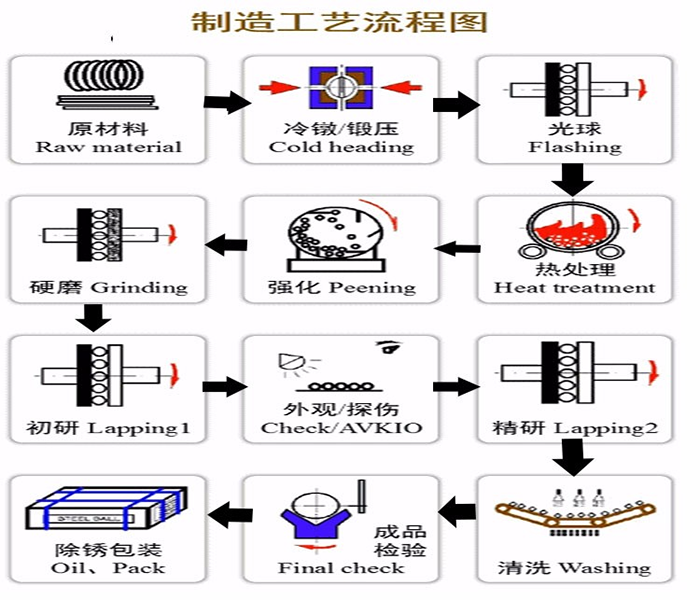
쇠구슬의 간단한 생산공정
볼 블랭크 성형 → 링 제거 → 거친 연삭 → 연삭 → 볼 블랭크 성형 → 평활 볼(또는 파일링 → 연삭) → 경질 연삭 → 미세 연삭 → 정밀 연삭(또는 연마) → 초정밀 연삭.
쇠구슬의 상세한 생산과정
1. 와이어 드로잉: 와이어 드로잉 기계를 사용하여 와이어를 원하는 직경으로 늘립니다.
2. 냉간압조(단조): 당겨진 와이어를 강철 볼 냉간압조 기계에 넣고 기계 내부의 강철 다이를 사용하여 볼 블랭크로 단조합니다.
3. 라이트볼: 라이트볼 기계 내부에 있는 두 개의 주철 연삭 볼 원형 플레이트를 누르고 콜드 헤딩 배아를 파일로 만들어 배아의 외부 링과 두 개의 극을 제거합니다.
4. 소프트 볼: 소프트 볼 기계 내부에 있는 2개의 주철 연삭 볼 원형 플레이트에 가벼운 볼 배아를 넣어 필요한 볼 직경과 표면 거칠기로 갈아줍니다.
5. 열처리 : 볼을 열처리로에 넣고 침탄, 담금질 및 템퍼링하여 특정 침탄 층, 경도, 인성 및 분쇄 하중을 부여합니다.
6. 경질 연삭 : 연삭기 내부의 연삭 휠 디스크는 열처리 된 볼 블랭크를 가압하고 연삭하여 볼 표면의 흑색 산화물 층을 제거하고 볼의 정확도를 교정합니다.
7. 정밀 연삭/연마 청소: 정밀 연삭: 정밀 연삭기에서 연삭 볼 배아를 연삭하여 완제품에 필요한 정밀도와 부드러움을 달성합니다.
연마 및 청소: 볼을 연마 드럼에 붓고 회전시킨 다음 연마 세척제와 물로 구형 표면을 청소하여 깨끗하고 빛나게 만듭니다.
8. 외관 선택 : 수동 육안 검사를 사용하여 강구 표면의 결함을 확인하고 마이크로 미터를 사용하여 실제 진원도, 배치 직경 변화를 측정하고 표면 거칠기를 사용하여 최종 검사로 표면 거칠기를 감지합니다.
9. 포장: 강철 공/스테인레스 강철 공/베어링 강철 공을 방청유로 코팅하고 판지 상자 또는 직조 가방에 포장합니다.
기술이 발전함에 따라 장비 제조 산업에서 대형 베어링에 대한 수요가 수량 및 품질 측면에서 더욱 증가했으며 이에 따라 대형 베어링 강구를 지지하는 수량 및 품질에 대한 요구 사항도 높아져야 합니다. 쇠구 배치의 직경 변화가 작아야 하고, 쇠구의 표면 거칠기가 작아야 하며, 정확도가 높아야 하며, 쇠구의 코어 경도와 표면 경도의 차이가 작아야 합니다. 대형 베어링 강구의 직경은 이제 150MM-200MM에 도달했습니다.
대형 베어링 강구의 제조 공정은 일반 사양과 다릅니다. 다음과 같은 비교가 이루어집니다.
1. 대형 베어링 강구의 제조 공정 :
절단 - 단조 - 어닐링 - 선삭 가공 - 열처리 - 경질 연삭 - 초기 연구 - 정밀 연구;
2. 일반 규격 베어링 강구의 제조 공정 :
신선 - 냉간압조 - 라이트볼 - 소프트볼 - 열처리 - 경질연삭 - 미세연삭;
수입 베어링강구 제조공정
1) 수입 베어링 강구를 이용한 제조설비
2) 먼저, 베어링 강구가 두 연삭판 사이에 위치할 수 있을 때까지 유압 실린더를 조그하여 연삭판을 전진시킵니다.
3) 볼 배출구를 설치하고 느슨한 상태로 유지하십시오. 두 개의 연삭판 사이의 공간을 강철 볼로 채우도록 스핀들을 조이고 볼 배출구를 조정하여
볼 수집 블레이드는 연삭 플레이트(또는 연삭 휠)의 끝면에 단단히 부착되어 볼 배출구에 고정됩니다. 이때 두 개의 연삭판에 압력을 가하여 크롬강구를 회전시키는 것이 좋습니다.
4) 보호 커버를 닫고 워터 펌프를 시작한 다음 재료 트레이를 시작한 다음 메인 샤프트를 시작합니다.
5) 각 공장의 공정 습관에 따라 스핀들과 재료 트레이의 속도를 조정하고 가이드 플레이트의 각 홈에 있는 강철 볼이 고르게 분포되도록 볼의 양을 조정합니다.
겹치지 않고 균일하게 분포됩니다.
6) 분쇄압력을 조절하고 조작반의 압력스위치를 열림위치로 돌린 후 유압스테이션반의 증압밸브를 조절하여 올린다.
각 공장에서 압력을 지정하여 잠그고, 시동 시 유압시스템이 압력을 유지하도록 주의하십시오.
7) 정상적인 작업 조건에서는 작동 상태, 압력, 호스트의 원활한 출입을 정기적으로 관찰해야합니다.
8) 강구가 지정된 크기와 표면 품질에 도달하면 먼저 작동 압력을 낮추고 메인 정지 버튼을 누릅니다.
9) 베어링 강구를 제거할 용기를 준비합니다.